
1、对低碳钢结构件,一般选用钛钙型的E4303或E5023焊条;2、对要求塑性、韧性及抗裂性较高的重要结构件,选用低氢型E4315或E5015焊条。3、对要求焊缝表面美观、光滑的薄板构件,最好选用钛型E4313焊条。
1、对低碳钢结构件,一般选用钛钙型的E4303或E5023焊条。
2、对要求塑性、韧性及抗裂性较高的重要结构件,选用低氢型E4315或E5015焊条。当使用交流焊机焊接时,可选用交直流两用低氢型E4316或E5016焊条。
3、对要求焊缝表面美观、光滑的薄板构件,最好选用钛型E4313焊条。
4、对无法很好地消除油锈等脏物和要求溶深较大的焊接构件,最好选用氧化铁型E4320焊条。
5、对在大量立焊缝的焊接构件,在条件允许时,可选用专门立向下焊的电焊条,如E4300焊条。以上是根据用途来区分的普通常用焊条,如根据焊条直径分,则焊条直径取决于焊件厚度来决定,焊条根据其焊芯的大小,通常分为2、2.5、3.2、4、5、6毫米等几种,使用最多的普通的是2.5、3.2、4毫米3种
不锈钢焊条牌号 扩展
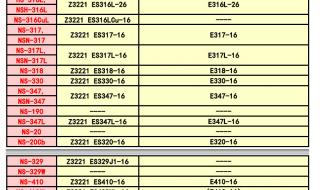
不锈钢焊条的牌号是指制造商对作为产品出厂的每种焊条标识的特定编号,用来区别不同焊条熔敷金属的化学成分、力学性能、药皮类型和焊接电流种类。我国生产不锈钢焊条的厂家很多,它们使用统一牌号,其表示方法为:
1)焊条牌号前边的G表示铬不锈钢焊条;A表示奥氏体不锈钢焊条。
2)G或A后面第一位数字,表示焊缝金属的主要化学成分。
3)G或A后面的第二位数字,表示同一焊缝主要化学成分组成等级中的不同牌号,对同一药皮类型的焊条,可有10个牌号,按0、1、2、3、…、8、9顺序排列。
4)G或A后面的第三位数字,表示药皮类型和焊接电源种类。不锈钢焊条牌号只应用2和7两个数字。“2”表示钛钙型焊条,交流或直流反极电源焊接;“7”表示低氢型焊条(又称碱性焊条),只限于直流或反极电源焊接。[1]
{kind=link}